
Due to high demand, an exhibit dedicated to showcasing the latest advances in IVD pipette tip production has been extended until the end of 2021.
Featuring innovative technology from mould and hot runner specialist männer, Sumitomo (SHI) Demag’s ergonomic, energy and space saving IntElect S130, and aninnovative, modular, automation system engineered by MA microautomation, the complete production cell, hosted by männer in Bahlingen, Germany, continues to welcome a steady stream of in-person and international virtual visitors.
Pooling their engineering expertise and technological resources, männer in collaboration with Sumitomo (SHI) Demagand MA microautomation-along with affiliated companies HB Therm, Priamus and Gammaflux –recently embarked on one of their most ambitious and progressive partnership projects to-date. Each market leaders in their respective space, earlier this year they set about designing a stable pipette tip production turnkey cell capable of mass producing 320 million individual IVD components per annum.
Forecast to be valued at USD 118.44 Billion by 2028 with a revenue CAGR of 4.4%, advances in the molecular diagnostics and the development of new IVD consumables to address global demographic shifts is rising exponentially. “It requires extensive production capacity, highest precision and quality and maximum reliability,” states männer Business Development Manager Thorsten Dienst. By creating its own ‘collaboration ecosystem’, the three interdependent enterprises have succeeded in orchestrating a full turnkey IVD production cell that unites the very best technology to produce more valueas a whole. “Although there’s no exclusivity, as like minded technology companies already serving two of the world’s largest pharmaceutical companies we were eager to demonstrate the added value that can be accomplished when we collaborate and push the boundaries of innovation to solve a specific IVD production challenge,” comments Sumitomo (SHI) Demag’s Director Business Development Medical Anatol Sattel.
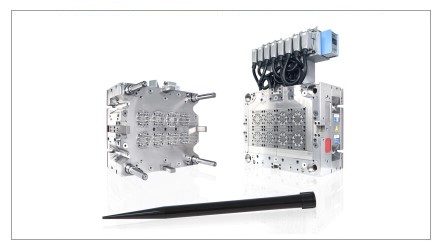
Drawing on their complementary strengths, the outstanding cleanroom pipette tip production cell features a 64 cavity mould with eight quick-change core and cavity clusters to reduce production downtime, individual heat-controlled hotrunner nozzle tips, optimised cooling for dimensional accuracy, high injection moulding dynamics for a 5-6 second cycle time and a fully automated linear demoulding robot and vision system. All contained in a compact 25 sqm footprint.
Harmonious and homogenous
Responding to one of the greatest challenges for IVD manufacturers –repeatable high output volume, rigorous technical requirements and low scrap –männer engineered an innovative mass-production cluster tool conceptand a unique hotrunner system.
“Untilrecently, there was quite often a trade-off between technical feasibility, process reliability and efficiency,” highlights Dienst. Many visitors that have observed the pipette tip production cell, have remarked on the high uptime benefits of being able to switch out interchangeable cavity clusters and cores on the IMM, he emphasises.
Each mould cavity cluster comprises eight removable and replaceable cavities, a hot runner nozzle head with eight individual heat controlled nozzle tips and eight floating core pilot bushings. The unique hot runner temperature control delivers a flat temperature profile, and uniform balancing. Also, it delivers a good start up behaviour, no drooling and a well-controlled melt temperature in the hot runner without overheating.
Additionally,the sophisticated controlled temperature management allows for individual cavities to be deactivated by simply reducing the nozzle tip temperature.
The benefits of these features for customers are multiple. Dienst explains: “Scrap is reduced due to repeatable, stable radial runout results within acceptable tolerances. The floating core pilot bushing also significantly reduce wear.” Shot-by-shot, HB-Therm’s 16 flow meters instantly alerts production managers to any deviation in flow values or variation in the inlet and return flow temperature. Coupled with the integration of the Gammaflux temperature controller –which automatically logs values 20 times everysecond –as well as the Priamus process controls, best practice and ISO 13485 compliance can be accomplished and efficiently documented and reported through a single interface.
Stable injection
To help enhance dosing and injection performance, Sumitomo (SHI) Demag’s IntElect S130 delivers the repeatability and precision required for an IVD application of this scale. Equipped with its highly dynamic drive motors, the ready-to-go cleanroom moulding cell is one of the few compact all-electric machines on the market with the mould space to accommodate the 64 cavity cluster tool and demoulding robotics. Anatol Sattel explains: “Each partners’ technology is complementary. The IntElect’s direct drive technology is designed purely for injection moulding, and therefore delivers the accelerated injection speeds needed to precisely fill 64 cavities in the shortest cycle time. Typically between five-six seconds on this application, although dry cycle speeds as fast as one second is possible. ”Characterised by its flexibility to accommodate different tool configurations and automation options, the IntElect S is a popular choice for mass-producing IVD and medical components with extremely tight tolerances.
Affirming the benefit of collaborating with other companies that also develop their technology in-house, Sattel comments: “In our experience, the synergy that comes from developing technologies in-house is explicitly interlinked to market confidence. Typically, it also results in better energy efficiency and better total cost of ownership (TCO). For rapidly transformative environments like IVD production, customers seek quality, value and scalable solutions. This is far easier to accomplish when working with likeminded visionaries who have their own technology building blocks and experts on hand to facilitate a smooth integration.”
100 percent quality assured
Daniel Leinert from MA micro automation, responsible for the automation within the pipette tip cell, concurs. As the only known European vendor to manufacture linear unloading handling axis and supply vision systemsin-house, Daniel explains how this universal expertise and 100 percent proven technology benefitted the pipette tip showcase. “The level of process integrationis exceptional. From demoulding the pipette tips once cooled to inspecting them from multiple angles ensuring the radial runout is within the agreed tolerances and then placing each one in corresponding racks in a QA tray, the automation options we supply ensure a completely uninterrupted process,” notes Leinert.
Using a linear magnetic unloading handling axis with an ultralight magnesium EOAT to eliminate abrasions, reduce wear and maintain GMP and ISO Class 8 cleanroom standards, in 4.8 seconds every pipette tip is transferred into the downstream handling process.
Scalable automation options for increased flexibility
Further increasing the versatility for IVD manufacturers, MA micro automation offers a complete suite of scalable handling and vision options that can configured to each individual application. For instance, it’s feasible to connect thehigh speed linear axis robotic system used in this pipette tip showcase to a decoupling buffer conveyor module. This would ensure upstream and downstream processes are managed efficiently and helps to eliminate production bottlenecks. Adding acamera inspection system can provide 100 per cent quality assurance, inspecting the pipette tip from every angle (side, bottom, top view and filter depth). Every filled rack can also be vision inspected to verify completeness. Further automated downstream packaging options include placing into boxes and shrink wrapping, while an additional SPC camera inspection system feature is available to monitor the radial runout and benchmark against the pipette tip quality criteria. Use of electric drives rather than pneumatic actuators further reduces energy use.