
Bei der Produktion von Automobil–Innenraumkomponenten, wie Instrumententafeln wird zwischen die
Dekorhaut und den Träger ein Polyurethan–Schaumsystem eingebracht. Ein aktueller Trend, bei dem die
Leistungsfähigkeit von Polyurethan gleich doppelt zum Tragen kommt, ist der zunehmende Einsatz echter
Ziernähte im Cockpit. Ein von der FRIMO Group (Lotte) entwickelter Prozess bietet neue Möglichkeiten beim
Abdichten von Ziernähten und ist ein gutes Beispiel dafür, eine innovative Anwendung in einen etablierten
Herstellprozess zu integrieren.
Echte Ziernähte sind längst nicht mehr nur auf Echtleder–Anwendungen beschränkt, sondern zieren
zunehmend auch andere Arten von Oberflächen, u. a. TPO Häute oder PVC–Slushhäute. Dieser Trend bringt
jedoch auch neue Herausforderungen an den Herstellungsprozess für die Bauteile mit sich, denn die
prozessbedingten Einstichlöcher beim Nähen müssen vor dem Hinterschäumen wieder abgedichtet werden.
Genau dieser Aufgabe haben sich die FRIMO–Spezialisten gestellt und eine neue Lösung entwickelt. Die
Ziernahtversiegelung ist eine Prozesskombination, basierend auf den Kerntechnologien PUR–Sprühen,
Schäumen und Automation. Diese Kombination bildet die Grundlage für einen integrierten Gesamtprozess,
der nachfolgend näher erläutert wird.
Hinterschäumen von Innenraumkomponenten mit Ziernähten – die Problemstellung & Stand der
Technik
Das Einbringen echter Ziernähte erfolgt in der Regel mit handelsüblichen Industrienähmaschinen, sei es in
einem manuellen Nähprozess oder einem vollautomatisierten, robotergeführten Verfahren. In jedem Fall
hinterlassen die Nähnadeln prozessbedingt Einstichlöcher, deren Größe und Form je nach eingesetzten
Nadeltypen variiert. Dies hat sehr unterschiedliche Auswirkungen darauf, in welcher Form das Hautgefüge
geschädigt wird, was wiederum einen Einfluss darauf hat, wie effektiv gegen den expandierenden Schaum im
Hinterschäumprozess abgedichtet werden kann.
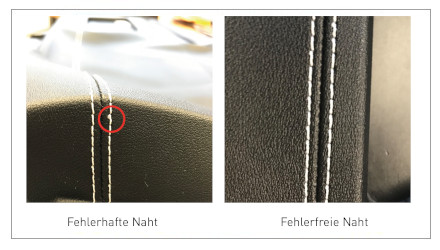
Die mit Ziernähten versehenen und fertiggestellten Dekorhäute müssen also vor dem Hinterschäumen
abgedichtet werden. Bislang wird dies in der Regel von Hand ausgeführt, wobei ein thermoplastisches Tape
auf die Naht aufgebracht wird. Hier erweisen sich stärker konturierte Bereiche als kritisch in Bezug auf
Ausschuss, da hier eine erhöhte Spannung im Material zum Ablösen des Tapes führen kann. Erst nach dem
anschließenden Schäumvorgang ist ersichtlich, ob eine einwandfreie Abdichtung erreicht wurde. Dabei
befinden sich häufig Problemstellen mit sichtbaren Durchschäumern in den genannten konturierten Bereichen.
Nass–in–Nass–Technologie
Die neue Entwicklung von FRIMO über die Nass–in–Nass Technologie ermöglicht den Abdicht– und
Hinterschäumprozess automatisiert in einem Schritt, z.B. als vollintegrierten Prozess im Takt einer Produktion
auf einem Rundtisch.
Dabei wird die Ziernaht für den Abdichtprozess mit einem Dünnschichtsprühauftrag eines speziellen
Polyurethansystems versiegelt. Wie in Abb. 2 zu sehen ist, wird die genähte Haut zunächst im
Schäumwerkzeug positioniert und mit Hilfe eines leichten Vakuums an Ort und Stelle fixiert. Ein Sprühroboter
fährt anschließend den Nahtverlauf ab und bringt ein schnellvernetzendes Polyurethansystem auf. Dann trägt
ein Schäumroboter den Schaum ein, woraufhin das Werkzeug für den Aushärteprozess geschlossen wird.
Sprühprozess zur Ziernahtversiegelung – die Herausforderungen
Die Herausforderungen bei dieser Kombinationstechnologie liegen in der zeitlichen Aneinanderreihung der
einzelnen Prozessschritte. Diese müssen auf einem Rundtisch exakt abgestimmt sein, um die Taktzeit nicht
zu gefährden. So kann der Schäumroboter auf einem abgestimmten Weg bereits eingefahren werden,
während der Sprühroboter in die Ausgangsposition zurückfährt.
Ein weiterer essenzieller Schritt ist die Abstimmung und Einstellung des Sprühmaterials und der
Prozessparameter. Dazu gehört die aufgetragene Sprühhautdicke und die Auftragsbreite. Die
Vernetzungsreaktion des Sprühmaterials muss schnell innerhalb von maximal 25 Sekunden erfolgen, bevor
der Schaum eingetragen wird.
Ebenso ist die Verträglichkeit und die Haftung zwischen PUR Sprühmaterial und unterschiedlichen PVC–
Typen, TPO– oder PUR–Sprühhäuten ist ebenfalls sicherzustellen.
Abdichtung von Ziernähten mit Sprüh–PUR im automatisierten Verfahren – die Vorteile
Die Prozesskombination ermöglicht eine saubere und sichere Abdichtung der Ziernähte direkt im
Schäumwerkzeug. Somit entfällt der zusätzliche manuelle Prozessschritt des Abdichtens sowie die
Handlingszeit, um die Haut in einer neuen Aufnahme zu positionieren. Weiterhin bietet der automatisierte
Abdichtprozess über das Dünnschichtsprühen einen enormen Zeitvorteil. Hier liegt die üblicherweise für das
Versiegeln benötigte Zeit bei unter fünf Sekunden.
Außerdem sind auch hinterschnittige Bereiche ohne Zwangsformung der Haut erreichbar. So behält das
Material eine gleichbleibende Qualität. Bei getrennten Nahtbereichen kann der Sprühvorgang problemlos
während der Versiegelung unterbrochen und neu gestartet werden, ohne dass es zu Aufdickungen oder
Mischungsproblemen kommt. Dabei bleibt das Vakuum für eine feste Positionierung der Haut über den
gesamten Prozess im Werkzeug erhalten. Das schnellaushärtende PUR–Sprühmaterial ermöglicht eine
Prozesskombination zwischen Dünnschichtsprühen und Hinterschäumen im Takt eines Rundtisches.
Potenzieller Einsatz
Die entwickelte Prozesskombination ist grundsätzlich für jegliche Art von komplexen Interieurteilen mit
Ziernaht einsetzbar. Dazu gehören neben Instrumententafeln auch Armauflagen und Mittelkonsolen bis hin zu
Kniepads und Handschuhkastendeckeln. Aber auch außerhalb des Automobilbereichs gibt es
vielversprechende Produktanwendungen bei technischen Produkten oder im Consumer–Bereich. Als Beispiele
sind Motoradsitzbänke zu nennen, oder die Möbel– und Textilindustrie, wo es vergleichbare Anforderungen
zum Abdichten gibt.