
300 bar Stickstoff-Gas im Griff
Das 2016 im nordböhmischen Ostrov neu eröffnete Werk der deutschen WITTE Automotive-Gruppe ist im Fertigungsverbund mit dem 20 km entfernten Werk Nejdek auf die Herstellung von PKW-Türgriff- und Schließmodulen spezialisiert. Die Jahresproduktion liegt aktuell bei rund 3,5 Mio. Einheiten. Dafür werden in Ostrov 14 WITTMANN BATTENFELD-Spritzgießzellen eingesetzt. Rund eine Million der produzierten Griffe werden mit Hilfe der WITTMANN BATTENFELD AIRMOULD®- Gasinjektionstechnik als Hohlkörper hergestellt.
Die Formen-, Farben- und Funktionsvielfalt der bei WITTE Automotive in Ostrov gefertigten Türaußengriffe und Verriegelungseinheiten, die darüber hinaus weitreichenden Crash-Sicherheits-Bestimmungen entsprechen müssen, ist beeindruckend. Insgesamt geht das Angebot der WITTE Automotive-Gruppe aber weit über die Außengriffe hinaus und umfasst auch Schließbügel, Tür-Innenbetätigungen, Schlüssel und Schlösser, Zuziehhilfen, Türfeststeller, Türbremsen und motorisierte Türantriebe.
Fokus auf Oberflächen-Qualität
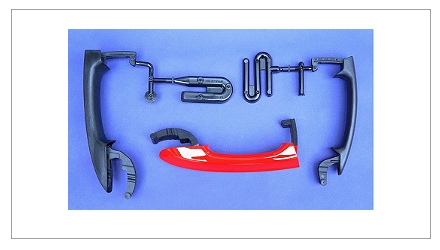
Da sich die Tür- und Klappengriffe eines Automobils im Sicht- und Tastbereich des Nutzers befinden, tragen sie durch ihre Form und Haptik wesentlich zur Qualitätsanmutung eines Automobils bei (Abb.1). Dafür wurde 2016 ein neues Spritzgießwerk in Ostrov bei Karlsbad errichtet, dessen Basisausstattung 14 Spritzgießmaschinen von WITTMANN BATTENFELD im Schließkraftbereich von 1800 bis 5500 kN sind, die mit WITTMANN Linearrobotern und Peripherieeinrichtungen zur automatisierten Nachbearbeitung der produzierten Türgriffe kombiniert wurden. Eine Erweiterung auf 20 Fertigungszellen ist bereits in Umsetzung.
Die Griffe werden aus PA6-GF30 (mit 30 Prozent Glasfaser-Verstärkung) gefertigt, die Abdeckungen aus einem PC/ABS-Blend, dahinter liegende Strukturteile aus PP-GF 30.
Die Anforderungen an gleichbleibend hoher Spritzteilqualität mit bester Energieeffizienz werden durch die hybriden MacroPower E 500/2100 mit vollelektrischem Spritzaggregat und servohydraulischer 2-Platten Schließeinheit erreicht.
„Je nach Kundenspezifikation werden bei uns drei unterschiedliche Türgriff-Ausführungen produziert“, erklärt Pavel Karas, Abteilungsleiter Spritzguss im Werk Ostrov, beim Gang durch die Produktion und fügt hinzu: „Griffe, die Sensoren samt der zugehörigen Elektronik eingebaut haben, benötigen dafür einen glattflächigen Einbauraum. Dafür produzieren wir Griffe, bei denen durch mechanisch ausfahrende Bogenschieber im Spritzgießwerkzeug Platz geschaffen wird. Die Alternative dazu sind Griffe, die aus zwei oder mehr Gehäuseschalen bestehen, die durch Schnappverbindungen und Verschrauben zusammengesetzt werden. Die Griffe ohne integrierte Sensor-Elektronik sind einteilige Hohlkörper, die mit Hilfe der Gasinjektionstechnik hergestellt werden“, und betont: „Sie ist die effizienteste Methode, um ohne aufwändige Werkzeugmechanik die Kunststoff-Wandstärke und damit die erforderliche Kühlzeit und den Materialeinsatz zu reduzieren.“
Das Verfahren erscheint einfach, benötigt aber für ein optimales Ergebnis eine präzise Prozesssteuerung. Der erste Schritt ist die Komplettfüllung der Formkavität und die Verfestigung der Randschichten durch Abkühlung an der Formwand. Anschließend wird das Stickstoffgas mit einem Druck von bis zu 300 bar durch Injektordüsen, kontrolliert in die Kunststoffmasse eingeblasen. Das unter Druck stehende Gas wirkt dort wie ein Kolben und verdrängt den im Kernbereich noch flüssigen Kunststoff über einen mechanisch freigegebenen Kanal in eine Nebenkavität. Die ausgeschobene Kunststoffmenge liegt je nach Griffmodell bei 25 bis 30 Prozent des Vollvolumens. Anschließend wirkt der Gasdruck im nun hohlen Formteil von innen heraus der Abkühlschwindung entgegen und kompensiert dadurch potenzielle Einfallstellen an der äußeren Oberfläche. Nach dem Ende der Kühlzeit werden Formteil und Nebenkavität entnommen, die Nebenkavität abgetrennt und dem Recycling zur Wiederverwendung zusammen mit Neu-Kunststoff zugeführt. Die Zykluszeit sinkt dabei auf 45 bis 50 Sekunden, je nach Griffmodell und liegt damit ungefähr gleichauf mit der Schieberversion.
Gemeinsames Stickstoff-Hochdrucknetz für alle Maschinen
Im Rahmen des Werksneubaus wurden alle Infrastruktureinrichtungen für die Spritzgießproduktion so konfiguriert, dass sie einerseits zentral beschickt und betrieben und andererseits modular erweitert werden können. Dies gilt sowohl für die Stromversorgung, als auch für das Material-Trocknungs- und Fördersystem und die Stickstoff-Versorgung.
Die zentrale Einspeisung und Aufbereitung des Stickstoffgases befindet sich außerhalb des Betriebsgebäudes. Mit einem zentralen Flüssig-Stickstoff-Tank sind zwei Kompressor/Gas-Verdampfer-Einheiten kombiniert. Sie speisen Stickstoffgas mit 300 bar Systemdruck über einen Flaschenspeicher zum Ausgleich von Druckschwankungen in das Leitungssystem in der Maschinenhalle ein.
Hoher Bedienkomfort durch Systemintegration
An den Spritzgießmaschinen wird das Hochdruckgas auf einzelne Versorgungsleitungen zu den Injektionsdüsen im Spritzgießwerkzeug aufgeteilt. Jede dieser Injektionsleitungen wird über eine eigene Druckregeleinheit geführt, welche über eine eigene AIRMOULD®-Steuereinheit angesteuert wird. Letztere ist eine autarke Einheit, die bei Bedarf flexibel an mehreren Maschinen eingesetzt werden kann. Zentrale Komponente der mobilen Steuereinheit ist eine UNILOG B6-Steuerung, die bis zu acht Druckregelmodule und acht Kernzüge ansteuern kann. Die Kommunikation mit der Spritzgießmaschine läuft über die genormte EUROMAP-62-Schnittstelle, die speziell für die Anbindung von Fluidinjektionseinrichtungen konzipiert wurde. Über den 15“ TFT Touchscreen-Farbbildschirm der AIRMOULD®-Steuereinheit können Druckprofile mit Sollkurven und bis zu neun frei programmierbare Positionen vorgegeben werden. Ebenso können Ist-Wert-Druckkurven für bis zu acht Druckregelmodule gleichzeitig angezeigt werden. Zusätzlich stehen eine Mehrkanal-Drucküberwachung und ein Impuls-Programm zum automatischen Freiblasen der Einspritzdüsen zur Verfügung. In der AIRMOULD®-Steuerung sind die gleichen Basisfunktionen wie in der Maschinensteuerung verfügbar, beispielsweise eine Zutrittsautorisierung via USB-Stick oder Passwort, eine Speicherungsmöglichkeit der Prozessdaten entweder intern, oder extern über einen USB-Anschluss oder über eine Netzwerk-Verbindung.
Der Gasdruck in den einzelnen Düsenleitungen wird in den vorgelagerten Druckregel-einheiten über hochdynamische Servoventile geregelt. Um die Regelstrecke kurz und potenzielle Gasverluste gering zu halten, werden die Druckregeleinheiten innerhalb der Maschine möglichst nahe zum Spritzgießwerkzeug positioniert, im Optimalfall auf der Werkzeugaufspannplatte. Da die Griffe bis auf wenige Ausnahmen mit 4-Kavitäten-Spritzgießwerkzeugen produziert werden, wird der Gasstrom dort in vier Einzelströme aufgeteilt. Die Regelmodule sind mit dem Fokus auf eine präzise Regelung und Überwachung des Gasdrucks sowohl bei kleinen als auch bei großen Gasvolumina konzipiert. Zur Sicherstellung einer konstanten Gasqualität wurden im Gasstrom der Regelmodule Ein- und Ausgangsfilter vorgesehen. Von den Regeleinheiten führen Einzelleitungen zum Spritzgießwerkzeug.
Resümee
WITTMANN BATTENFELD bietet seit mehr als 30 Jahren Ausrüstungen für die Serienproduktion von einteiligen dickwandigen Formteilen mit gleichförmig präzisen und Einfallstellen-freien Oberflächen. Durch das strategische Setzen auf die eigene Entwicklung können integrierte Systemlösungen angeboten werden, die sich im 24/7/365-Betrieb bewähren. WITTE-Produktionsleiter Pavel Karas zieht diesbezüglich sein positives Resümee: „Durch unsere Einbindung in die Just-in-time-Lieferkette der Automobil-Hersteller sind wir auf eine dauerhaft verlässliche Produktionsausrüstung angewiesen. Dabei konnten wir uns bisher stets auf die WITTMANN BATTENFELD-Spritzgießtechnik verlassen.“
Quelle: Wittmann Battenfeld






